Optimized & Effective Work Roll Cooling for Steel and Aluminum Producers
Work Roll Cooling for Steel and Aluminum Producers
Steel and aluminum producers are facing challenges in producing the next generation of sheet products required by today’s consumers across many industries. To achieve these high quality products, optimized & effective “Work Roll Cooling” in both hot and cold rolling is critical.
Optimized & effective work roll cooling can be broken down to three important or major components that require producers to focus on: Footprint Geometry, Header Geometry, and System Condition (Maintenance)
Footprint Geometry
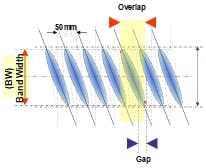
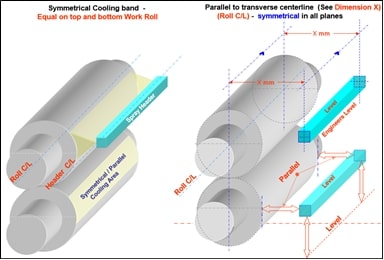
Effective and precise footprint geometry is key in establishing a homogenous cooling band across the work roll surface. This cooling band is established by the impingement formed by an array of adjacent sprays. This can be broken down into gap, overlap, offset angle, and uniform footprint
- Gap: the gap between adjacent nozzle footprints ensures that the sprays will not collide and interfere with each other.
- Overlap: The overlap will compensate for the increasing gaps between adjacent foot prints
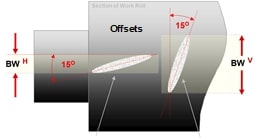
- Offset Angle: Dictates the circumferential coverage and the area of cooling
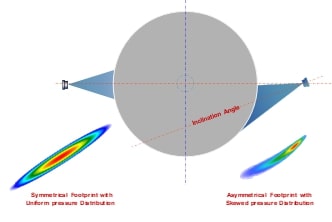
- Uniform Footprint: Uniform application of the nozzle footprint to create a symmetrical footprint with little to no deflection or asymmetrical impingement
Header Geometry
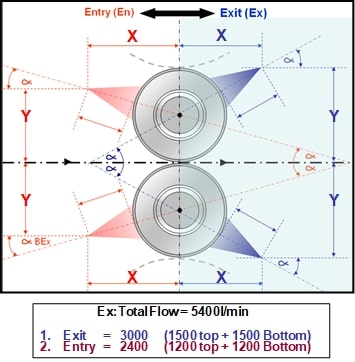
The most difficult component to achieve, due to mill furniture and space available, is header geometry. This requires fundamental principles to the design, which assure the most effective layout possible given the restrictions mentioned. Ideal positioning of the headers should target geometric symmetry top to bottom for entry and exit with the purpose of applying an effective footprint to extract heat at equal rates.
This also includes symmetrical flow application to optimize heat extraction during the rolling process. By applying equal amounts of coolant to top and bottom of the entry and exit, we can hope not only to achieve a symmetrical application of the coolant but also an equal reduction in work roll temperatures in each quadrant.
System Condition (Maintenance)
System condition looks at the current physical status of the equipment in charge of applying the previous points discussed: Footprint geometry and header geometry. In other words, the condition of the headers, nozzles, and the overall health of them. The major operational issues that affect the system are:
- Uncontrolled dislocation of headers in the mills specifically in stands that tend to see heavy reduction or high incident of cobbles
- Deterioration of the systems hardware: nozzles, headers, pumps, filters, piping, etc…
- Poor coolant condition and contamination
A proper maintenance schedule to provide periodical checks to these areas will make provide early warning prior to a major that can reduce quality and production in the rolling mill.
About Mill Roll Cleaning
There is another advantage to using spray nozzles during hot rolling and cold rolling. The rolling stock that becomes fed between the rollers may have debris along the surface. This debris is formed by oxides and metal particles. The debris may be stronger than the processed metal when it comes in contact with the rollers, as the particles could impact the production process. The spray nozzles also wash the particles from the rollers to ensure the roller's surface maintains its good quality without experiencing any defects.
Here at Lechler, we provide customers guidance on how are rolling machines cooled and cleaned while offering spray nozzle technology. We offer both roll cooling nozzles and systems as well as specialized systems and valves for selective roll cooling methods. Learn more by contacting out company today.