Shape & Flatness in the Cold Rolling Process
When it comes to producing steel in a cold rolling mill, optimizing shape and flatness is critical in order to create the best surface quality. To achieve this you need an effective roll cooling process in place to reduce defects commonly known as quarter buckle, wavy edge, and full shape or center buckle. Let’s discuss the different factors of shape and flatness along with a solution to produce a high quality product.
Irregular Elongation
Irregular elongation occurs during the primary cold reduction process. These defects can be broken down into several areas: Wavy Edge, Full Shape or Center Buckle, and Quarter Buckles. Below are examples of irregular elongation along with the “ideal” shape.
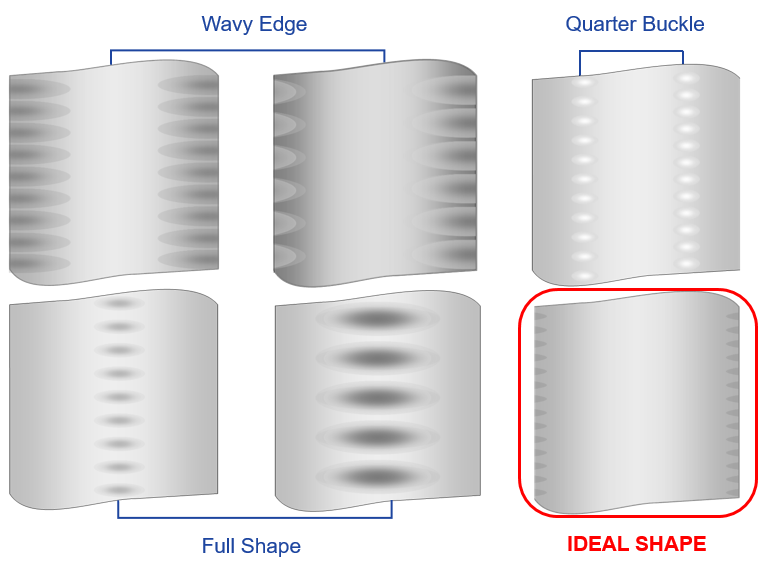
These defects will affect the overall quality of the cold rolled product, therefore reducing it’s final selling price.
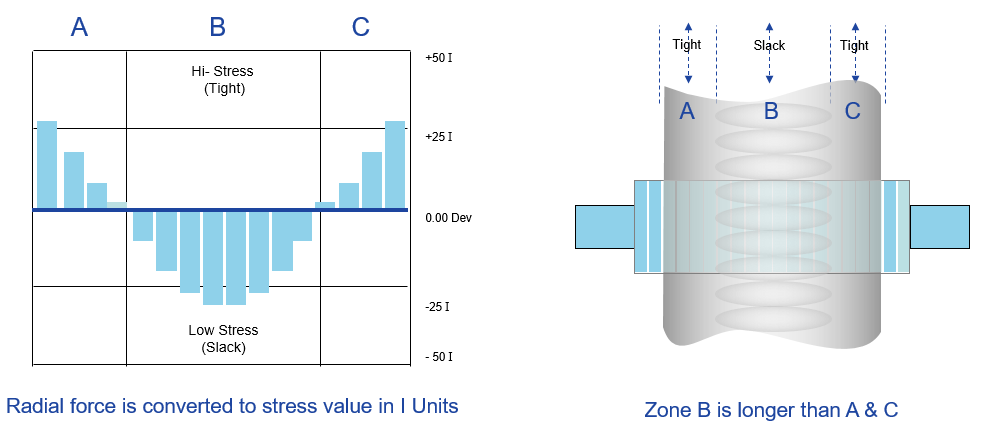
Shape & Flatness Measurement
Shape and flatness of the strip is measured via the stress across the mills shape meter. The images below show the flatness measurement system, where full shape or center buckle could occur due to stress distribution being low in section B, and high stress in sections A & C.
Our Solution...

The Lechler SELECTOSPRAY® roll cooling system is the industry standard for selective roll cooling in the rolling of flat steel, aluminium and other non-ferrous strip.
- Advanced design and engineering capabilities with more than 400 systems and 1000 headers designed and manufactured.
- In depth application experience and process knowledge.
- Comprehensive range of high-performance electrical, pneumatic and electro/pneumatic valves.
- In-house design and build of dedicated control cabinets.
- Tailored engineered systems as well as standard configurations.
 The SELECTOSPRAY system includes complete headers, air hoses and control cabinet.
The SELECTOSPRAY system includes complete headers, air hoses and control cabinet.