When approaching the task of cleaning Pharma API reactors, there are a several items to consider...
- Knowing if the reactor is glass lined or not can help to select the material of composition of the nozzle to be used. A glass lined tank is easily damaged if a metallic nozzles gets inadvertently dropped into it. If the is the case, consider a nozzle made of PTFE or other light weigh material.
- Is the nozzle to be Clean-in-Place (CIP) or Clean-out of Place (COP)? In other words are the nozzles always left in the reactor or only inserted during cleaning and not during production operations. If the nozzle is left in during production of product, can the nozzle become filled with said product material and does this pose a contamination possibility for your application.
- Typically CIP is preferred option as CIP can reduce/eliminate downtime which is typically needed for a COP system by the way of installing nozzles, connecting utilities and removing nozzles. CIP is even more attractive for a continuous processing/manufacturing.
- If there is a “nozzle port” at the top of the reactor that can be utilized for installing the tank cleaning nozzle it must be installed separately from inside the vessel.
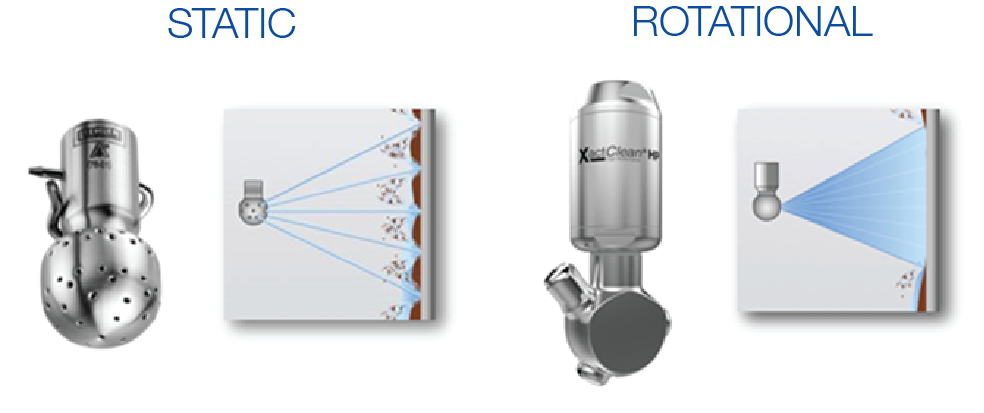
- Two of types of tank cleaning nozzles produced are static and rotating. Rotating nozzles produce a better and faster cleaning effect and use less cleaning fluid than static nozzles. However sometimes due to certain factors, a static nozzle must be chosen.
- Different nozzles by different manufactures are designed and built to different quality standards such as FDA compliant materials, 3-A®, just name a few.
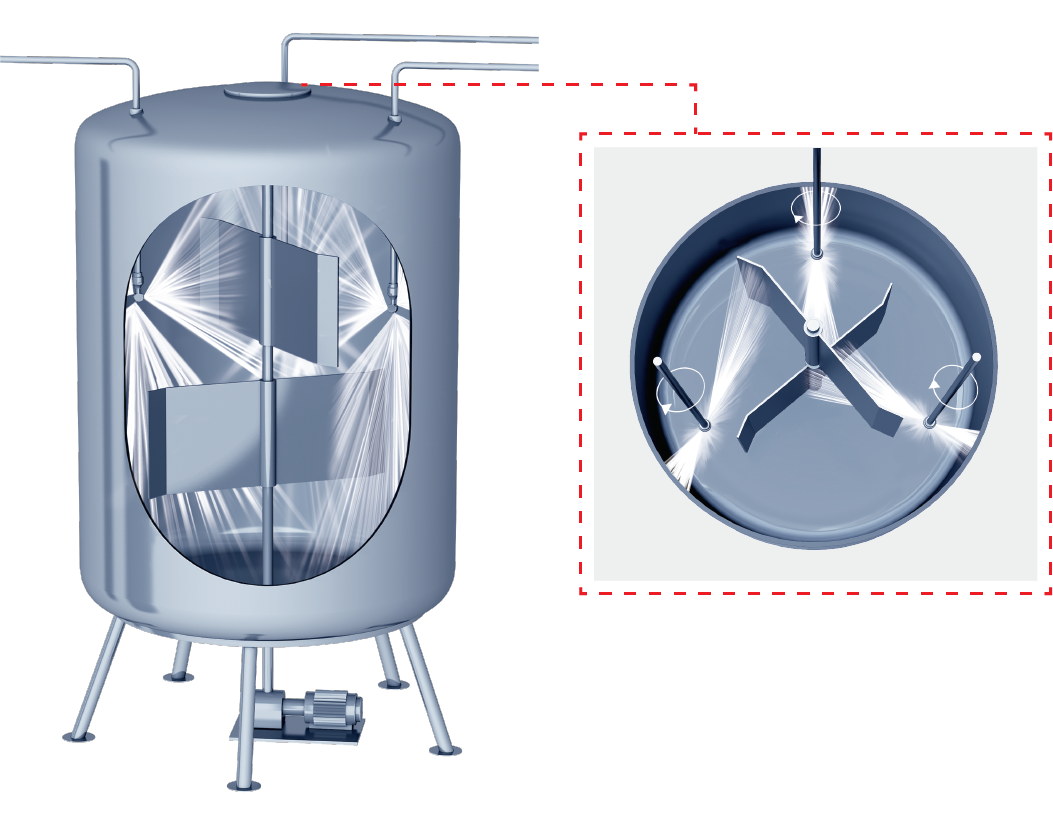
- Lechler would verify if there is internal equipment inside of the vessel, such as agitator/s, baffle/s, dip tubes, etc. that would necessitate that the vessel be cleaned by more than one tank cleaning nozzle. The spray from the tank cleaning nozzles travels on a line-of-sight basis and cannot clean, on its own through those obstructions. If this is the case, multiple nozzles may have to be selected and placed to eliminate any spray shadowing that might occur otherwise. The nozzle needs to strike with its impact force the surfaces to be cleaned to produce the most effectively cleaning. If the nozzle hits an area and flows downward on that surface, additional cleaning may be produced by shear stress effect. However, this is much less impact than direct impact.
- Choosing the correct material of construction of the nozzle would be dependent on the maximum temperature of the cleaning fluid.
- Lechler selects nozzles not only based on the vessel inside diameter, height, but also considers the location, size and type of vessel internals in making a cleaning system design recommendation
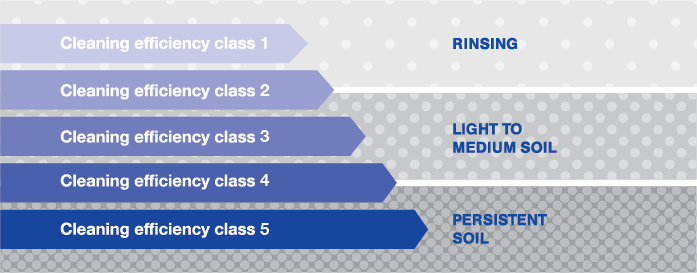
- The Cleaning Classification for the “soil” (defined as the residual product to be cleaned from the reactor). Lechler classifies our nozzles as being in Cleaning Classifications of 1 through 5, with 1 being a light rinse classification and 5 being an obstinate to remove soil. We rate our nozzle offerings based upon the cleaning classification as a feature to consider.
- A cleaning diameter for a nozzle is based upon the location of the center of the nozzle to the furthest point that it must clean. If a nozzle is not located in the center of the reactor, you must consider the increased throw length of the spray from that offset location to the side wall of the vessel.
- Lechler lists the spray diameter, the effective distance of the nozzle to the top corner of the tank, the operating pressure and flow rate, the maximum temperature for the nozzle to be exposed to, the size of the opening for the nozzle to fit through to insert into the reactor, the materials of constructions (important to determine the chemical compatibility of your process fluids with the nozzle, the connection size and type for the nozzle. The pressure that a given nozzle sprays to a prescribed distance is a determining factor. But, a rotating nozzle can have a “sweet spot” whereby once a nozzle is pressurized over that value, the cleaning effectiveness, impact force and spray distance would be reduced. In other words, more pressure does not always yield greater impact and cleaning effect.
- We also recommend in our literature, the mesh size of the strainer/filter that the cleaning fluid should pass through prior to entering of the nozzle. This is especially important when any recycled fluid that might contain particulates. Nozzles internal passages can become plugged if not observed and produce a non-functioning nozzle.
- Other considerations for a successful installation is the pump curve, type of pump (centrifugal being the most common), calculating piping velocity, frictional losses through fittings/valves and vertical head losses. You will need see if your pump and piping allow for the nozzle to receive the pressure and flow rate when measured at or near the inlet of the nozzle unit itself. The maximum acceptable velocity through piping for effective use of nozzles is 9 feet/second.
- “What goes in must come out.” A nozzle spray exerts the most impact force when it travels through air or other gas. If the gravity drain rate for the reactor when not augmented by a pump to assist draining does not allow for the flow rate being input to the reactor by the nozzle, fluid will build up significant pooling of liquid at the bottom. This greatly if not completely nullifies the spray impact at the bottom and the bottom sides of the reactor preventing proper cleaning function.
Lechler also offers Engineering assistance with your application to aid you in making the best selection and the factors involved in your particular situation.
We can produce custom nozzle lances to position your nozzle in the optimum location in the tank. A nozzle works best when properly positioned.
Our custom proprietary TankClean® software can simulate your reactor, internal equipment, their nozzles positioned per the optimum location and produce a report and video of those nozzle/s that depicts the areas of spray impact coverage.