Energy Efficiency in Secondary Cooling

ABSTRACT
Increasing cost pressure and legal requirements to reduce the CO2 emissions are forcing steel producing companies to improve the energy efficiency of their plants. The secondary cooling system of continuous casting machines with air-mist cooling provides opportunities for savings. In particular, the consumption of compressed air causes significant energy consumption and operating costs. These facts were among others the basis to develop a new generation of air-mist nozzles for slab casting.
The focus of this development was the reduction of air consumption of the nozzle significantly while maintaining the cooling efficiency. In addition, a high water turndown ratio, a constant spray angle and a uniform spray pattern should be achieved as well as compatibility to existing well-proven Mastercooler series.
The result of this development is the new nozzle series Slabcooler Eco which satisfies these demands and provides an air saving potential of about 30 % over a large turndown range. Extensive testing of the spray characteristics in terms of spray appearance, liquid distribution, pressure-flow rate and cooling efficiency has been conducted. The potential savings are based on a comparison with an equivalent nozzle of the Mastercooler series.
The Slabcooler Eco series offers the opportunity to reduce air consumption of the secondary cooling and thus significantly contribute to energy efficiency and cost savings. The existing productivity and quality will be maintained without mayor modifications to existing secondary cooling systems.
INTRODUCTION
Energy efficiency is one of the keys to face the global challenges to meet the environmental and economical standards in global steel production. In continuous casting processes, one of the main factors for operating and energy costs is the compressed air consumption within the secondary cooling system. In recent decades the performance of secondary cooling systems in continuous casting processes has been increased in terms of flexibility and cooling efficiency in order to optimize product quality and productivity.
Increased flexibility is often directly correlated with a high water turn down ratio of the air-mist spray nozzles. The water turn down ratio is still the most common parameter correlated to secondary cooling flexibility - although others parameters such as nozzle layout (spray angle, nozzle pitch and spray height), air pressure range, water pressure range and air-water ratio have to be considered as well. Also resulting parameters such as spray impact force or droplet size and speed have a strong effect on the cooling efficiency. The reason for this is the water flow rate being a parameter that can easily be quantified. However there is no standardization for water turn down ratio and typically no correlation to water distribution or cooling efficiency as such. Therefore absolute values of this parameter should be closely related to the context.
The increased cooling efficiency has been achieved utilizing higher water and air flow rates as well as variable air pressure. By this improved air-mist atomization could be achieved for a wider range of water flow rates. At the same time nozzle layouts have been modernized with an increased number of nozzles for each roll gap and reduced spray height and spray angle of each nozzle to meet the modern roll layout of casting machines.
However high compressed air-consumption and operating costs remain critical economical factors for operation of air-mist secondary cooling systems. Lechler started a project to develop a new generation of air-mist nozzles with the aim to maintain the advantages of existing air-mist nozzles while reducing the compressed air consumption and related operating costs. The new generation of nozzles shall also fit into existing secondary systems without mayor modifications to header design or secondary cooling control.
NEW GENERATION OF SECONDARY COOLING AIR-MIST NOZZLE
The well proven Lechler Mastercooler nozzle series has been used as the basis for product improvements. Mastercooler nozzles are air-mist flat fan nozzles installed in many state of the art slab caster secondary cooling systems worldwide. The optimal performance in terms of maximum cooling capacity, liquid distribution and cooling efficiency characteristics has to be maintained in order to enable direct implementation of the new nozzle series into existing secondary cooling systems. By fine tuning and reassembling the most critical parts of the air-mist nozzles alternative methods have been used to optimize the nozzle performance. The final result of this development project is a new nozzle series called Slabcooler Eco which is meeting these requirements while reducing the air consumption at the same time.
Figure 1 shows the identical outer geometry of all investigated nozzle types. As a result, the Slabcooler Eco series will fit into existing secondary cooling installations without mayor mechanical modifications. This principle can be transferred to most existing air-mist shaft nozzle geometries used on modern slab casting machines.
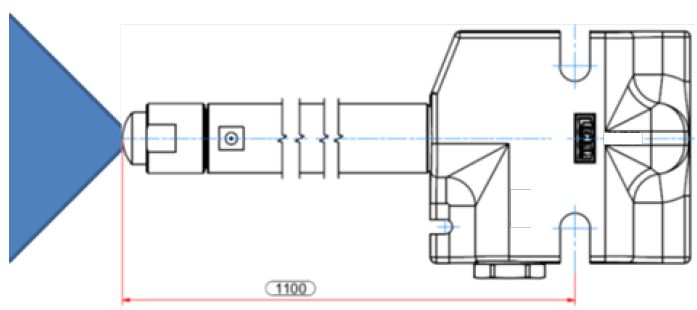
Figure 1. Air-mist nozzle design for Mastercooler and Slabcooler Eco Type with indicated spray water
In order to evaluate the spray performance of the new nozzle type, different nozzle sizes have been designed in a way to match existing Mastercooler nozzle types in terms of size, maximum water flow rate, spray angle and liquid distribution. Table 1 provides a summary of the investigated nozzle types and main spray parameters.
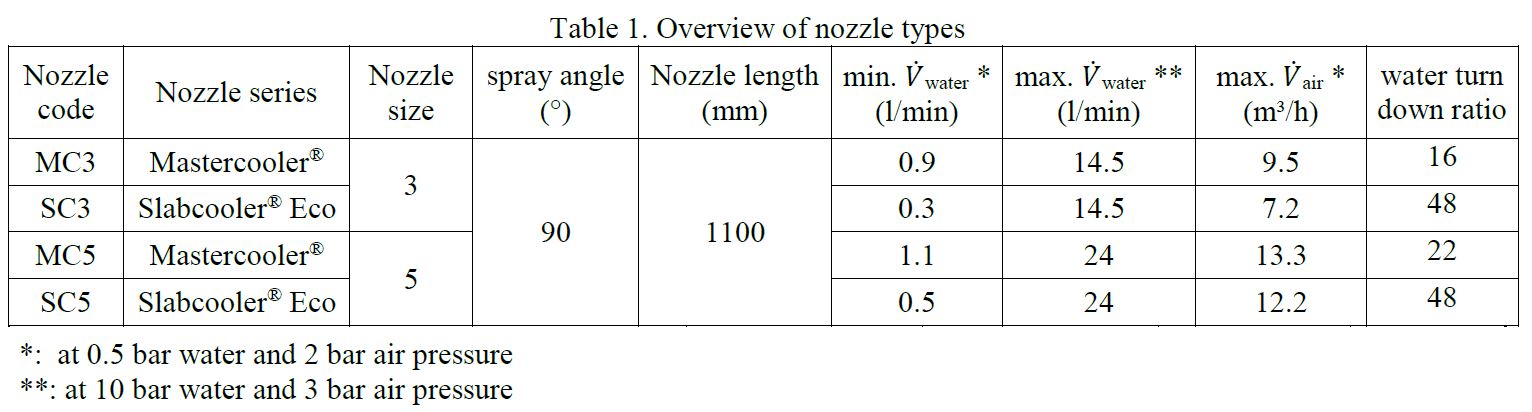
As the maximum cooling capacity should be maintained, the water and air flow rate at maximum operating conditions (e.g. at 7 bar water and 2 bar air pressure) have been kept at the same level. For all other conditions similar atomization has been achieved at reduced air flow rates. An example of pressure flow rate data of a Mastercooler (MC3) and Slabcooler Eco (SC3) series nozzle is shown in Figure 2 for an operating air pressure of 2 bar. For all water pressures < 7 bar the Slabcooler Eco requires significantly reduced air flow rates to provide the same water flow rate. This also applies to other air pressures and nozzle sizes. Also the water turn down ratio of the Slabcooler Eco could be increased compared to the Mastercooler nozzles as the water flow rate at the same water and air pressure is slightly reduced for water pressures < 7 bar. However the values for the Mastercooler type nozzles are typical for modern slab casting machines.
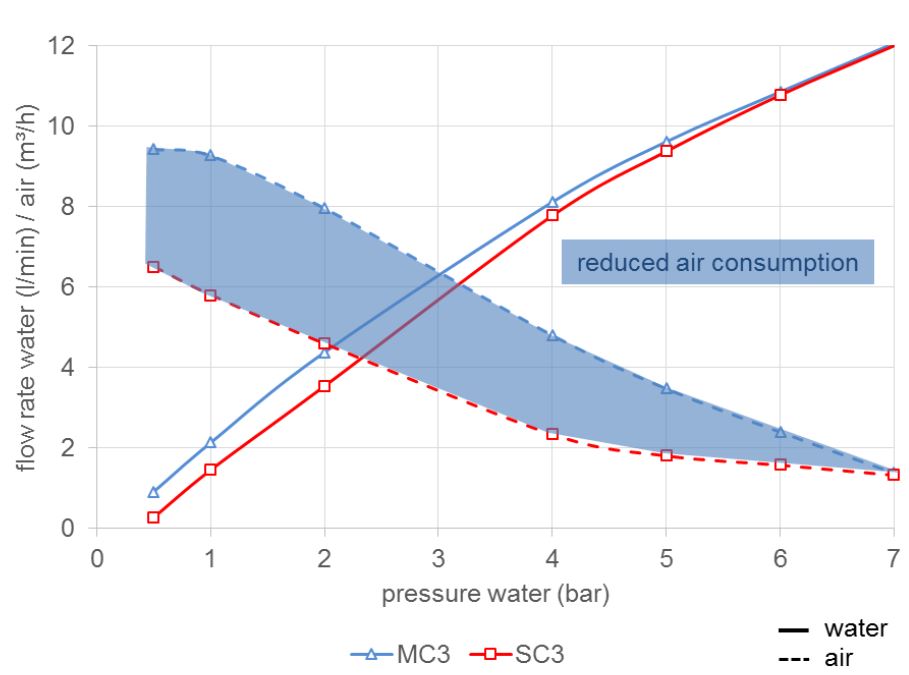
Figure 2. Comparison of water and air consumption of nozzle types MC3 and SC3 at 2 bar air pressure
Another important parameter of air-mist nozzle spray performance is the spray angle - more precisely the liquid distribution - on the slab surface. Mastercooler nozzles are tailor-made for each individual caster providing optimum liquid distribution for the respective spray nozzle arrangement. Therefore the new Slabcooler Eco series has to be capable of providing a similar dedicated liquid distribution profile. A comparison of liquid distribution profiles at identical operating pressures is shown in Figure 3. Both profiles are not identical but very similar. As a result a similar cooling performance is expected. The same is valid for the entire water turn-down range and other nozzle sizes.

Figure 3. Comparison of liquid distribution profile of MC3 (left) and SC3 (right) at identical operating conditions (7 bar water and 2 bar air pressure) at a spray height of 130 mm
TEST PROCEDURE
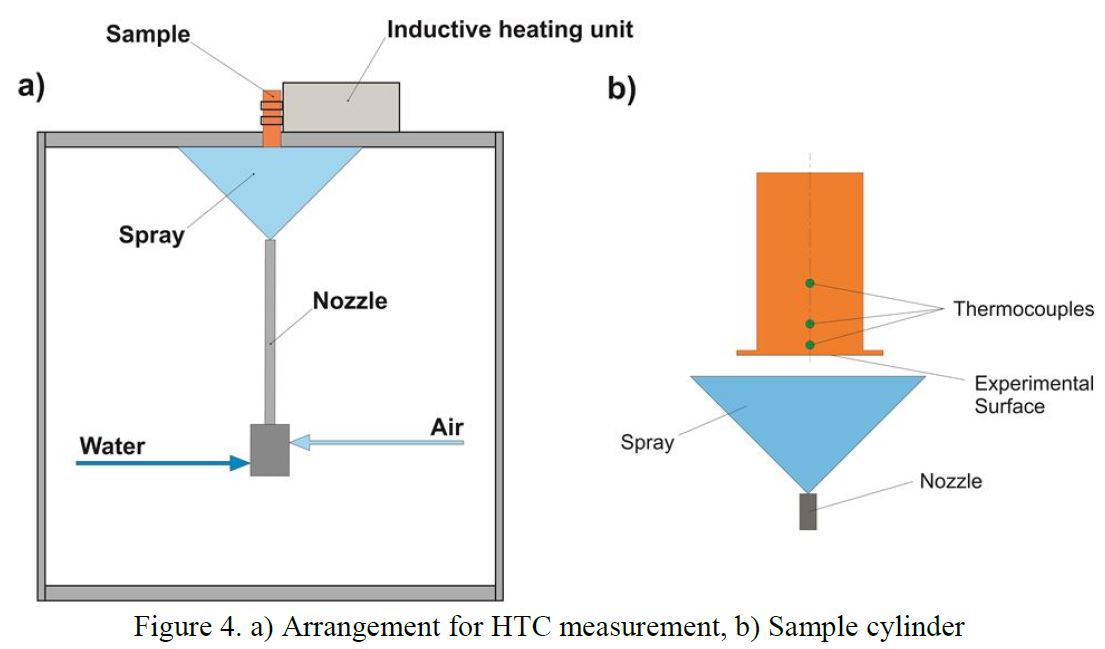
The above described nozzle types were characterized with the Nozzle-Measuring-Stand (NMS) at the Chair of Ferrous Metallurgy at Montanuniversitaet Leoben. The characterization of a nozzle comprises usually the measurement of the water distribution of the spray in two dimensions and the determination of the local heat transfer coefficient (HTC) for given parameters, as e.g. water flow rate, air pressure, surface temperature or casting speed. Within the scope of the present work only the measurement of the heat transfer coefficient and the achieved results will be discussed in detail.
The arrangement of the NMS is shown in Figure 4. The sprays are directed upwards and the droplets impinge the surface of a corrosion resistant steel (1.4841) cylinder which is heated up to a defined surface start temperature TStart by inductive heating. After holding this temperature over a certain time the cylinder is moved through the spray with a velocity according to the simulated casting speed. Three thermocouples, which are mounted inside the sample, record the change in temperature caused by the spray. From this temperature profile the local HTC is calculated by an inverse heat conduction method. This HTC accounts the convective part as well as the part caused by radiation. [1]
For this work following process conditions were set to be constant:
- Surface start temperature TStart = 950 °C
- Sample speed v = 2 m/min
- Vertical distance NZ = 130 mm
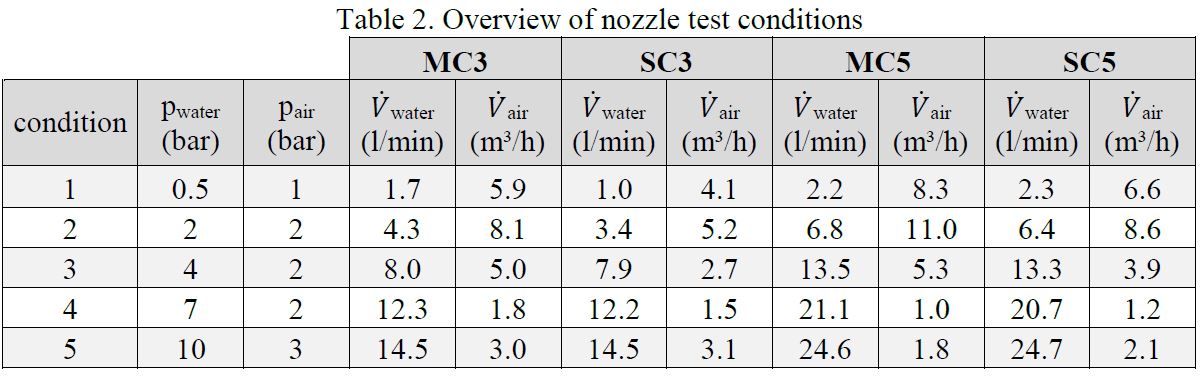
All operating conditions of the nozzles for all tests are shown in Table 2. All nozzle types have been tested at 5 different conditions with identical water and air pressure each. The water and air flow rate are very similar for identical nozzle sizes at condition 4 (7 bar water and 2 bar air pressure). The conditions have been defined based on typical slab caster secondary cooling control ranges.
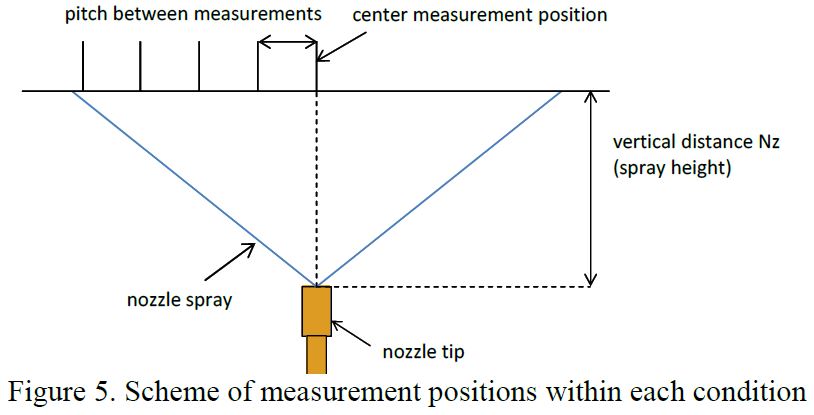
For every condition, measurements have been conducted in 4 locations transversal to spray width in “casting direction” as shown in Figure 5. The pitch between 2 measurements has been set to 40 mm. 3 measurements in the center area will represent typical direct secondary cooling area. The measurement close to the edge of the spray is typically part of the overlapping area between two adjacent sprays on the slab surface.
TEST RESULTS
An example of measured HTC distributions in varying distances from the center of the spray is shown in Figure 6 a). Each curve represents the calculated HTC during passing through the spray. From this curves the mean HTC (HTCmean) over spray contact time (tspray) was calculated, like it is shown in Figure 6 b). This characteristic value was used for the further discussions.
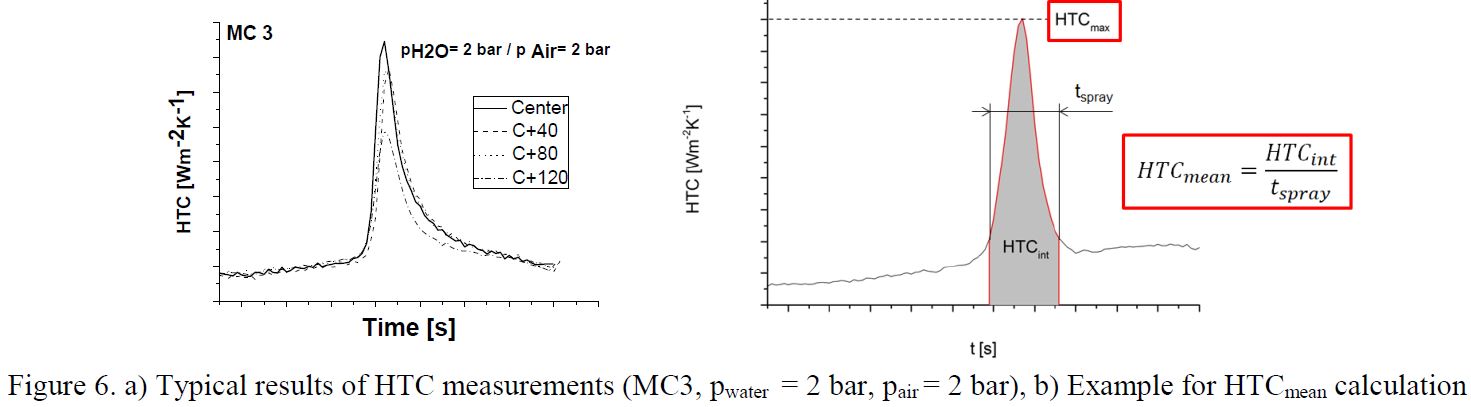
Figure 6. a) Typical results of HTC measurements (MC3, pwater = 2 bar, pair = 2 bar), b) Example for HTCmean calculation
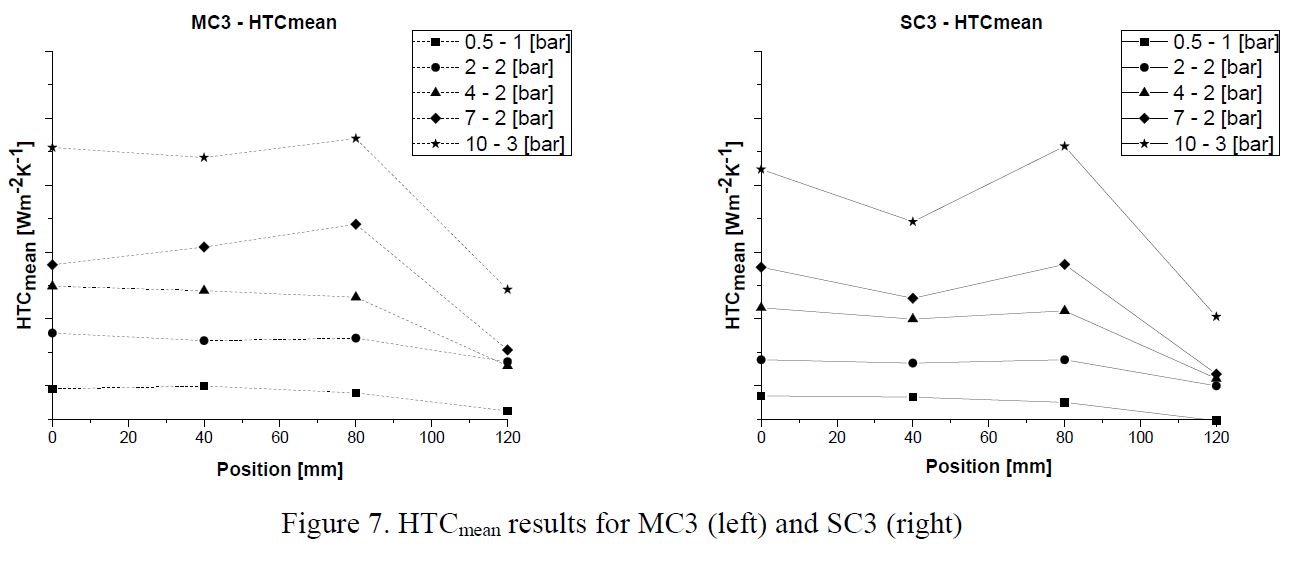
As mentioned before, for each set of parameters the local HTC was measured in four distances from the axial center of the spray cone. Figure 7 gives an overview of the resultant HTCmean for the nozzles MC3 and SC3. The HTCmean correlate with the measured water distribution profile and measurements with higher water/air pressure result in a higher HTCmean. Similar results are shown for the nozzles MC5 and SC5 in Figure 8.
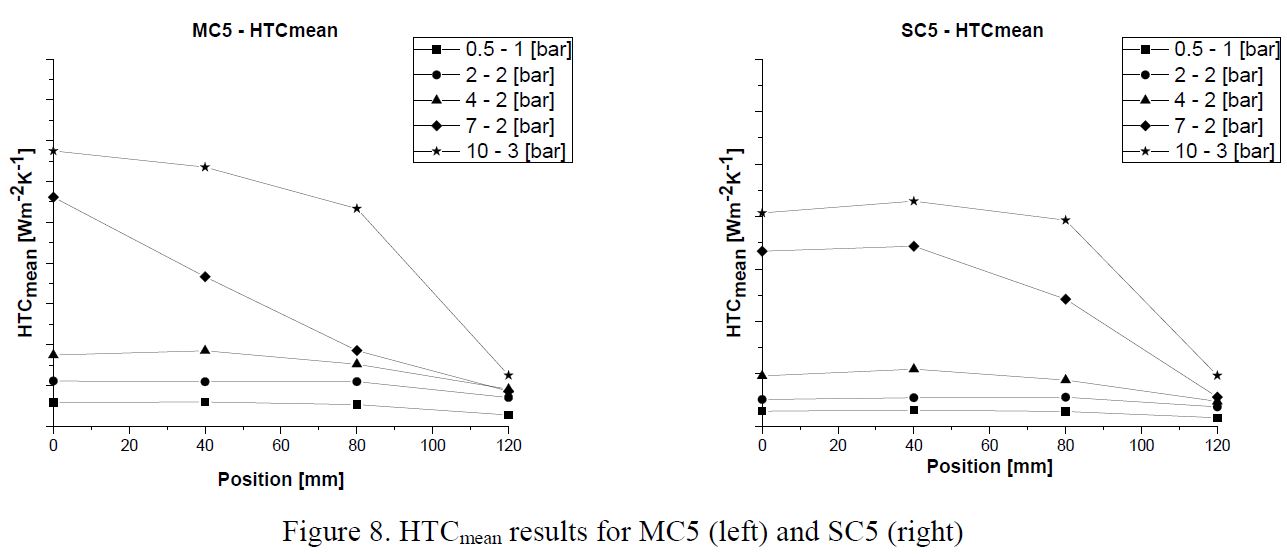
To compare the overall cooling performance an average value of HTCmean over positions C, C+40 and C+80 was calculated. Position C+120 was not considered as the adjacent sprays are overlapping in this area and the measured HTC for only one nozzle is hence not significant for casting conditions. Figure 9 displays the cooling performance as well as the air consumption of nozzles MC3 and SC3. The air consumption at water flow rates from 1-10 l/min is reduced by 30-40 % for equivalent cooling performance. The overall cooling performance range is equivalent for both types.
A comparison of MC5 and SC5 (Figure 10) shows a reduction of air consumption for water flow rates from 2-15 l/min as high as 20-25 % at equivalent cooling performance. The overall cooling performance range of the Slabcooler Eco is increased compared to the Mastercooler type nozzle.
In both cases the maximum cooling performance of the Slabcooler Eco type nozzles is equivalent or improved compared to the Mastercooler nozzle type while for medium and low water flow rates equivalent cooling performances are achieved at reduced air consumption.
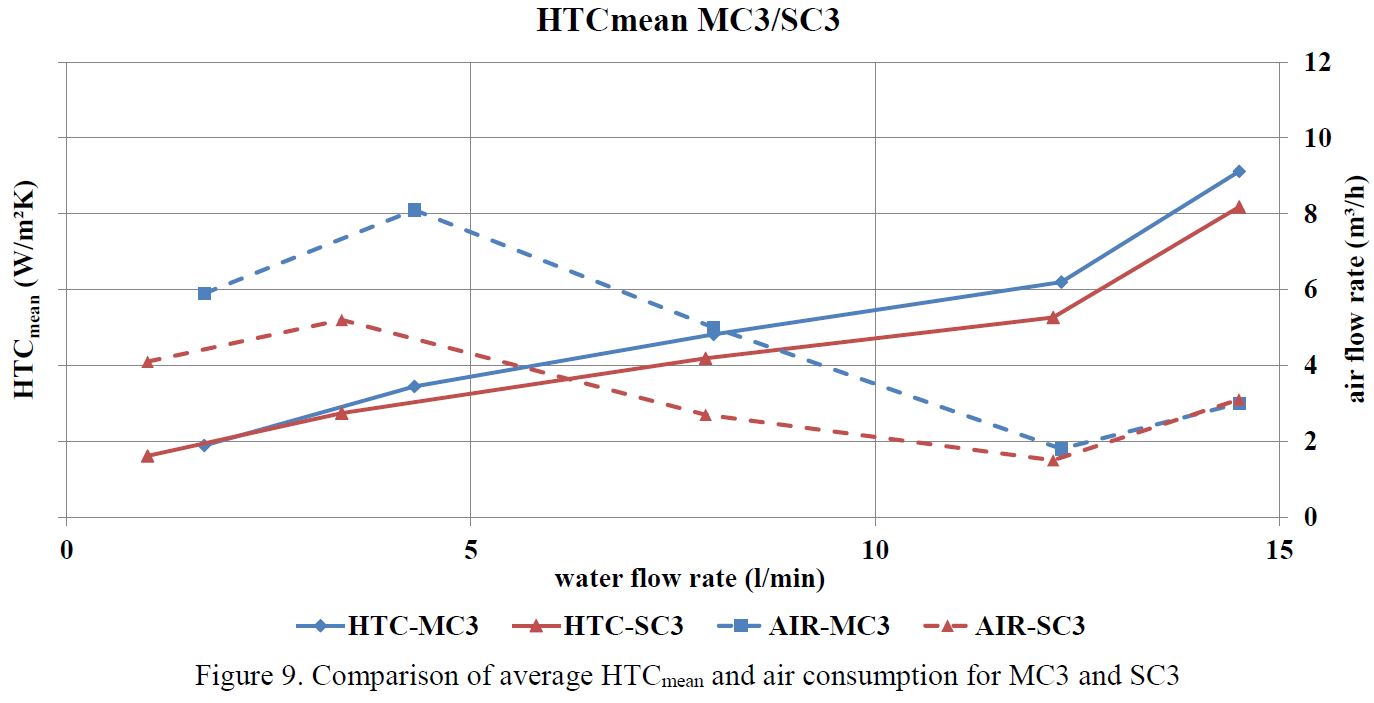
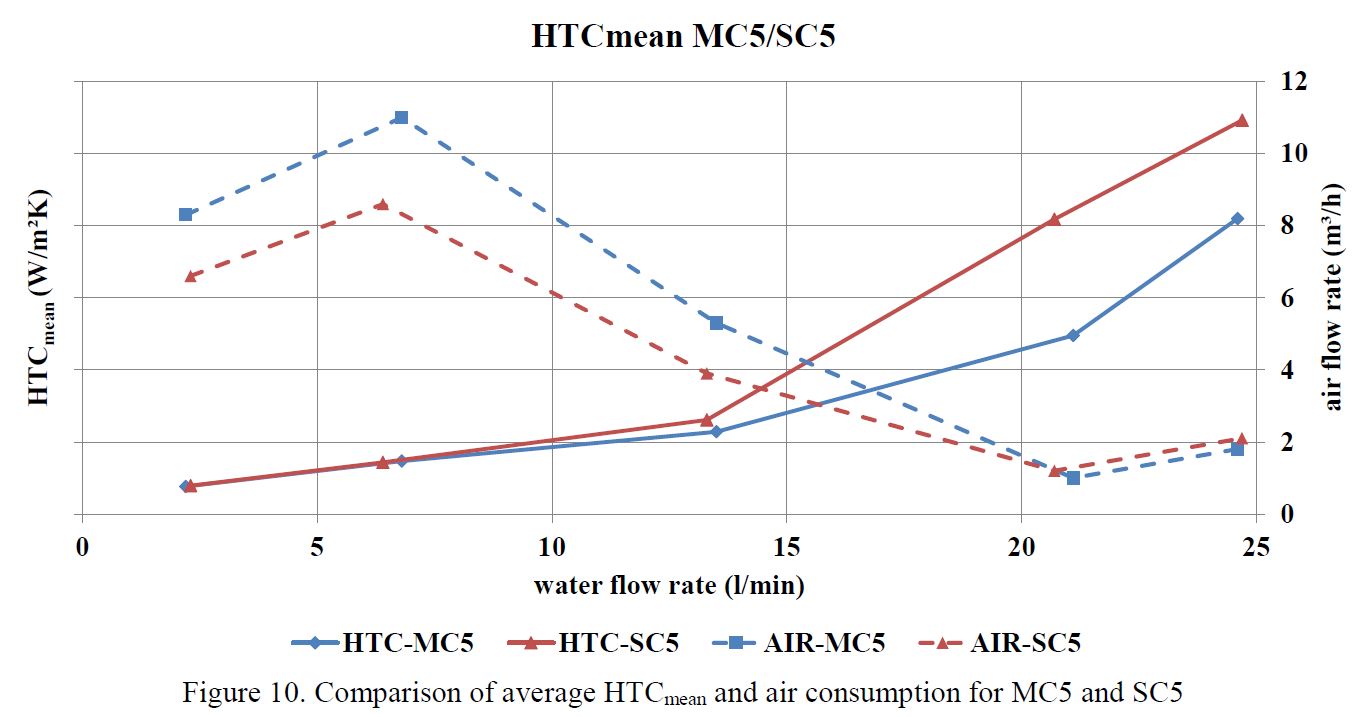
Figure 10. Comparison of average HTCmean and air consumption for MC5 and SC5
CONCLUSIONS
The new air-mist nozzle series Slabcooler Eco has been developed to meet the increasing demand for energy efficiency. This new nozzle series is providing the required the spray performance and the flexibility in terms of cooling capacity. Test results of Slabcooler Eco have shown equivalent spray performance in terms of spray characteristics and cooling efficiency compared to the existing well-proven Mastercooler Series, which is installed in many slab caster secondary cooling systems worldwide.
HTC tests at the University of Leoben have confirmed the equivalent cooling efficiency at maximum operating pressures as well as an improved energy efficiency at lower operating pressures providing additional flexibility in existing installation without mayor changes to the secondary cooling system.
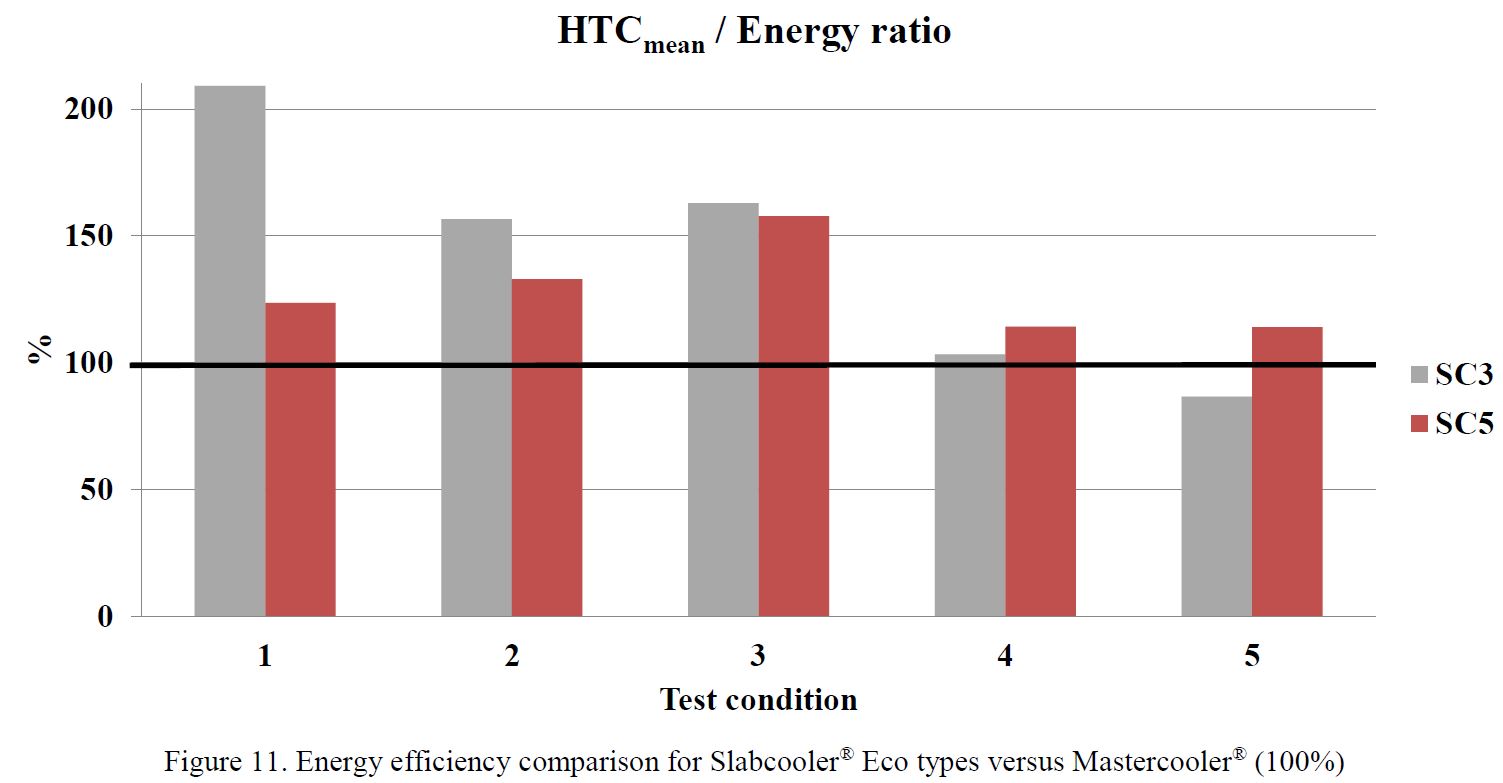
A simple way to compare the energy efficiency of both nozzle types is to correlate the measured HTCmean and the individual water and air flow rates and pressures. The parameter “HTCmean Energy ratio” is calculated from HTCmean divided by the product of air and water flow rates and pressures has been calculated for all tested conditions as a measure for the energy efficiency. Figure 11 plots the relative values for Slabcooler Eco type nozzle compared to the equivalent Mastercooler types results, which are set to 100 %. Clearly the increased energy efficiency and saving potential is pronounced of the new nozzle generation is visualized – especially for conditions at lower flow rates (conditions 1-3).
Based on these results a conversion of existing slab caster secondary cooling systems to Slabcooler Eco technology offers the potential of maintaining the existing maximum productivity while increasing the cooling flexibility and reducing the average secondary cooling compressed air consumption by 30 %.
The required conversions are only affecting the spray headers for nozzle mounting - depending on the existing design. Ideally, only the adapter plates need to be slightly modified. The secondary cooling control might require minor adjustments to address the modified cooling performance of the Slabcooler Eco compared to the existing nozzle type.
The energy saving potential for each caster is depending on the caster dimensions and mainly on the existing air consumption. As an example, a maximum compressed air capacity for a 2-strand slab caster of 16,000 m³/h (8000 m³/h per strand) is assumed. The average air consumption is assumed at 50 % of the maximum capacity, the operating time is assumed at 20 hours per day on 300 days every year. As a result the yearly air savings potential of 30 % of the average compressed air consumption would amount to ~14,400,000 m³/h. Depending on the individual characteristics of each caster the air savings potential in terms of compressed air consumption, related energy costs and CO2 emission can be substantial – especially taking into account the few required modifications.
REFERENCES
1. G. ARTH, M. TAFERNER, and C. BERNHARD, Experimental and numerical investigations on cooling efficiency in the secondary cooling zone during continuous casting of steel, Proceedings, METEC 2015, Düsseldorf (2015)