Roll Cooling System
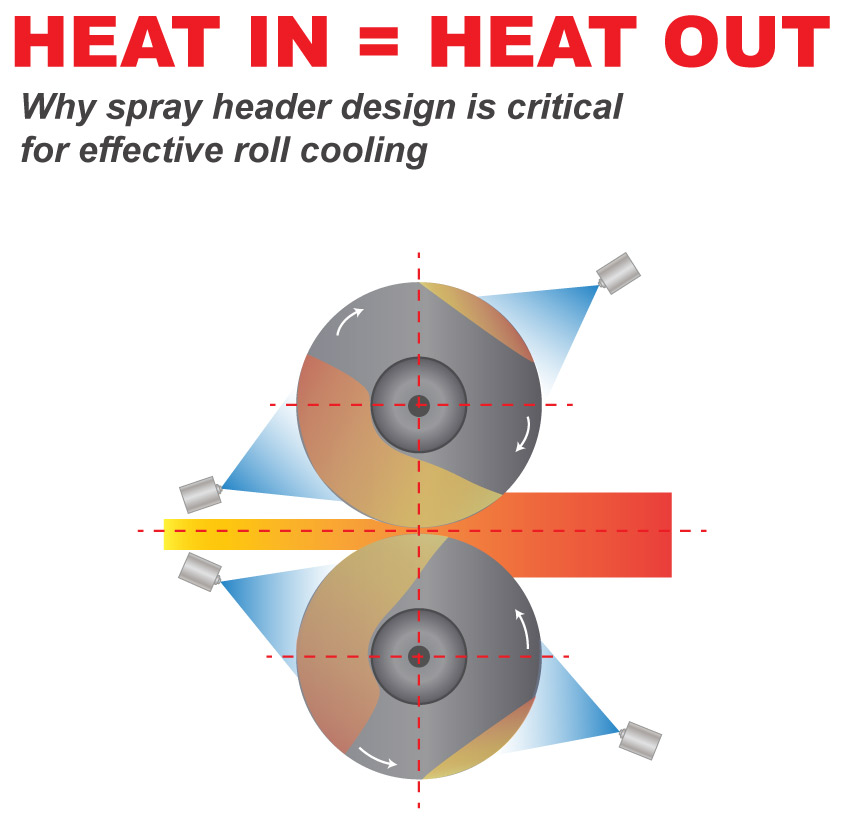
When it comes to roll cooling the objective is to find the perfect balance of heat in order to reduce flaws in your product, but did you ever wonder if the reason for some of your flaws are due to a bad spray header design?
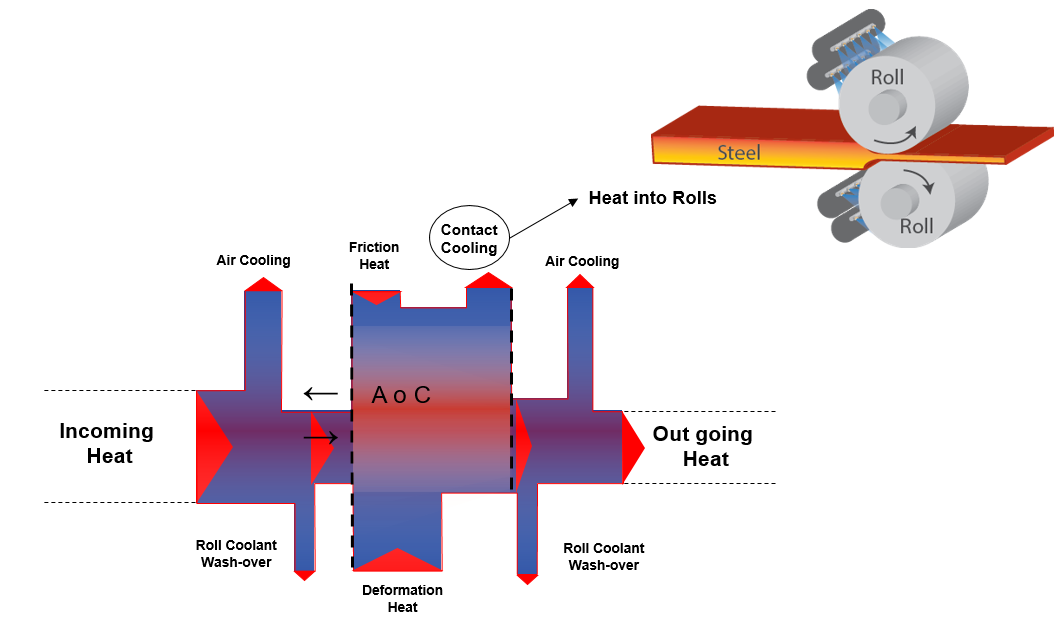
First lets discuss the Sankey diagram below which shows a general overview of heat input and output of the product. When incoming heat from the slab is introduced, we can see that heat is first lost by air cooling and the initial roll coolant wash over onto the slab.
As we move to the move further to the middle, heat builds up in the area of contact due to friction and deformation of the slab while heat is absorbed by the work rolls. Finally after exiting the bite, we loose additional heat to more air cooling and to coolant wash over.
Now lets discuss roll cooling which is the action of applying a coolant solution (water in the case of a Hot Strip Mill-HSM) across the width of a work roll.
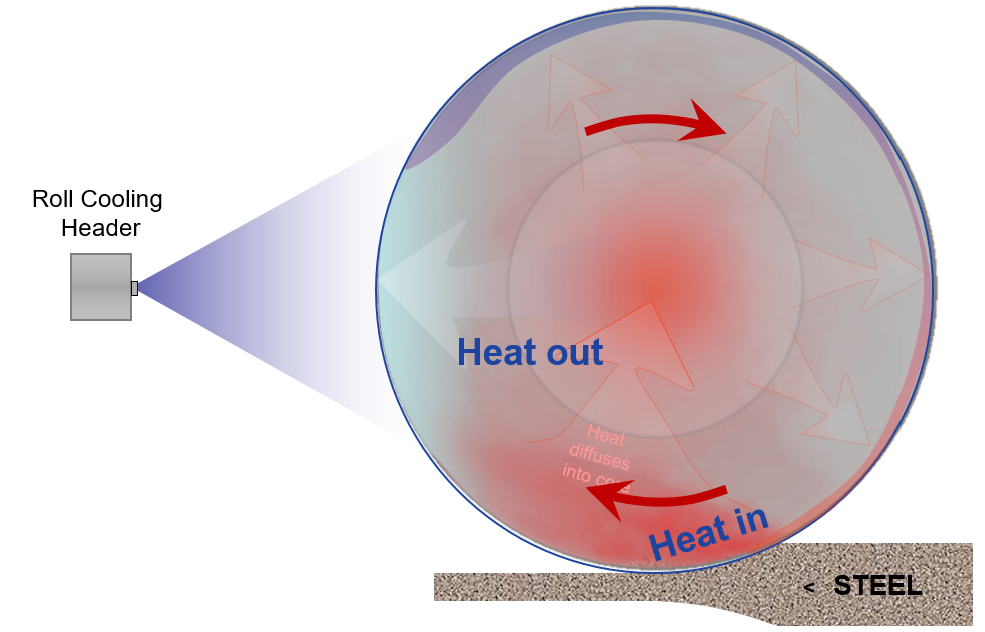
In the diagram above we can see that:
- Heat enters the bottom of the work roll due to the contact, friction with the steel, and deformation process.
- Heat is pulled into areas that are the coldest like the core of the work roll.
- Headers are positioned as close to the exit bite as possible to extract the heat before it can migrate to the center.
- One of the major goals of roll cooling is to keep the work roll in a balanced heat state. If the work roll goes into a temperature cycle (high and low), this can cause damage to it.
There are three main factors that when combined will provide you with a optimal spray header design which will lead to a high quality product and long roll life:
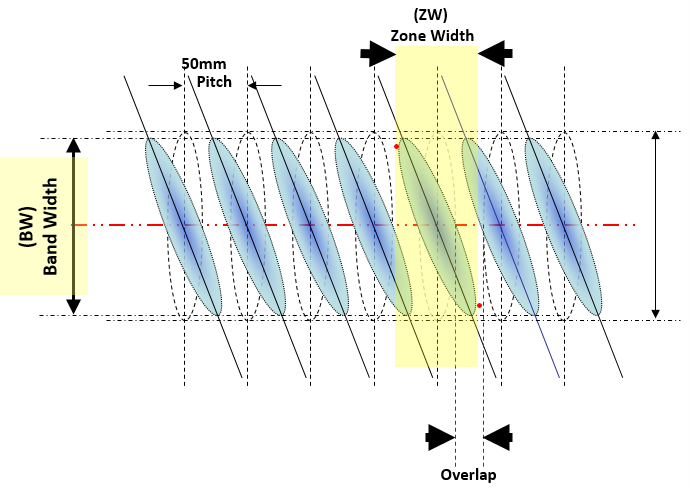
1: Precise Footprint Geometry
Effective and precise footprint geometry is the fundamental requirement to establish a homogeneous cooling application and is achieved by the configuration of a uniform cooling area on the work roll. This area is formed by the impingement of an array of adjacent sprays, equally spaced and positioned to assure consistent cooling intensity and impact pressure of the spray, transversely across the cooling area.
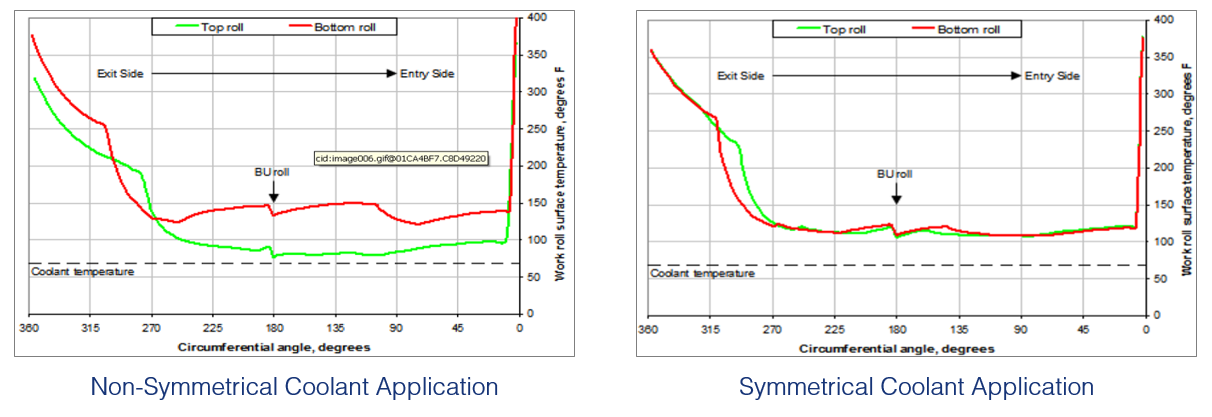
2: Symmetrical Coolant Application
Equal volume and uniform pressure through headers to top and bottom work rolls along with controlled coolant temperatures and cleanliness.
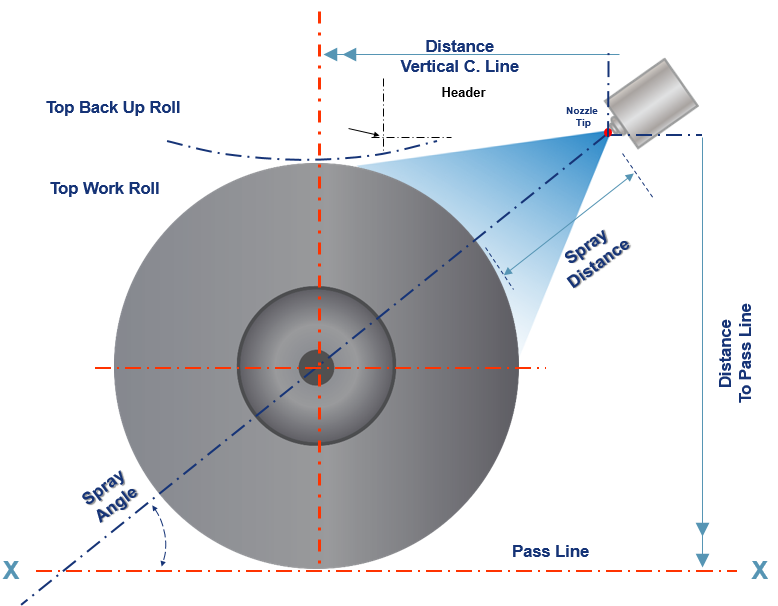
3: Header Geometry
The headers need to be positioned as close to the exit bite as possible. The exit bite is the location in which the highest work roll temperatures occur, so we want to attack and extract the heat before it has time to migrate to the center of the work roll. Difficulties are always present due to mill furniture and other hardware present. An effort needs to be made for positioning of the header.
Lechler offers engineered spray nozzles and thermal studies in order to help you achieve these three factors.