Replacing Rotary Atomizers with Dual Fluid Spray Nozzles
Intro to Spray Dry Absorption (SDA)
Traditionally, SDA’s are installed in coal-fired power plants to scrub SOx from the fluegas that is formed as combustion by products. This process works by injecting an alkaline media, typically Lime (Ca(OH)2) in slurry form in order to react the slurry with acid gases present within fluegas. For an efficient chemical reaction to occur within a short residence time, a high liquid surface area is required for heat and mass transfer. SDA’s typically have either spray nozzles or rotary atomizers, which generate fine slurry atomization that is used for producing a larger surface area.
The most common SDA designs use slurry atomization with rotary atomizers. The principle of rotary atomizers is based on liquid stream being sheared into small droplets from high relative velocity with respect to ambient air or in case of SDAs, fluegas. The atomizer has a spinning disc that rotates between 10,000 to 15,000 rpm to generate this high velocity shear for atomization. The slurry is hurled out into this high moving air from within the rotary disc through the nozzles.
Rotary Atomizers are complex machines with many sensitive design parameters that have to be continuously monitored for reliable and trouble-free operation. The atomizer wheel has to be completely balanced and the initial flow of slurry to the atomizer at startup has to be carefully monitored to prevent wheel imbalances. The gearbox assembly must be maintained for reliable operation and in some cases; the atomizers have to be cleaned periodically for scaling issues. The worn nozzles must be monitored carefully, as they can disintegrate under high stress generated from a high spin rate.
Situation
A well recognized Power Energy Company decided to convert a total of three plants - from coal to biomass using wood chips as a fuel source. This change caused the boiler rating to change from 63 MW to 51 MW. Each plant had two identical units rated at 51 MW each. The plants had SDA’s, with rotary atomizers for SOx control. Since the major fuel source was changed to wood, the fluegas did not have SOx. The plant permit required a baghouse inlet temperature of 300°F and each SDA is followed by a Baghouse. The rotary atomizers were used to spray water to maintain a temperature below this permitted temperature.
The plant struggled with operating the SDA’s to cool the gases, so that the temperatures could be kept below 300°F. The Atomizer also had issues with hopper wetting and this de-rated the boiler in multiple instances. They needed to operate all boilers at full load to meet the green energy mandate in their state, so system reliability was very important.
To improve upon the reliability of the system, the company decided to replace the rotary atomizers with an air atomized system. However, this type of conversion was never done in the U.S. before. Therefore, they stipulated that the air atomized spray injection system be designed with no changes to the SDA vessel itself, so that the atomizer could be reinstalled without complications in case failure occurred.
The main advantage of an air atomizing spray injection system is that consistent droplet sizes can be achieved while utilizing compressed air. There are no moving parts within the spray nozzles and the nozzles can be oriented in such a way that the spray plume does not reach the side walls in the SDA.
Solution
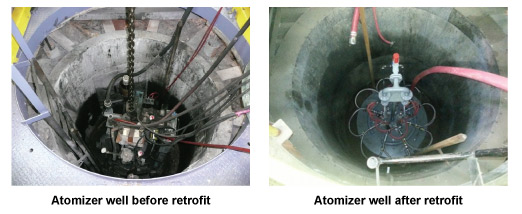
Each of the three boilers at the power plants were identical and rated at 51 MW while burning wood. The SDA vessel for each unit was 31 feet in diameter and the atomizer’s opening in the well was 21 inches.
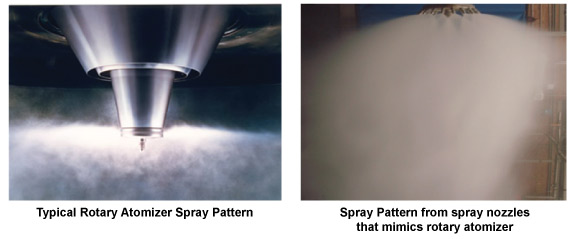
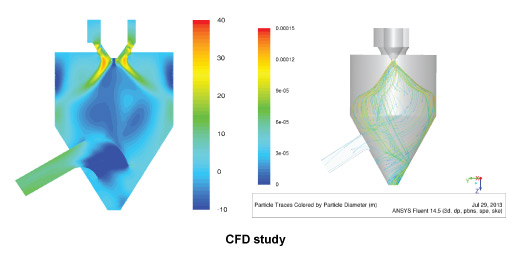
A detailed CFD study was performed to understand the interaction of spray droplet with flue gas inside SDAs. Based on the CFD study, eight (8) twin-fluid spray lances were selected to create the spray pattern. In order to achieve the maximum interaction between the droplets and the fluegas, the lances were designed to mimic the spray pattern of a rotary atomizer. The droplet size and spray angle of dual fluid lances were also carefully selected to ensure complete evaporation. One of the major advantages of dual fluid sprays over a rotary atomizer sprays is that the spray angle from the dual fluid nozzle can be manipulated while the spray from rotary atomizer is always horizontal and almost perpendicular to gas flow direction. Also the droplet size from dual fluid spray nozzles can be changed very easily by modulating compressed air. Thus, a dual fluid spray nozzle provided much more freedom in designing good spray pattern that matched the process requirement from boiler startup to shutdown.
The system was designed in such a way that no modifications were made to SDA vessel. The dual fluid spray nozzles were designed as 1:1 replacement of the rotary atomizer. The pump and control system were added to control the liquid flowrate of dual fluid spray lances.
Since each station has two SDAs, a duplex skid was designed to pump and control water and slurry to each SDA. Each control skid has three pumps in which two are running and the third one is a common backup. The slurry skid also has three pumps to inject lime slurry. This skid is also designed for a fifty percent redundancy.
Result
This change produced several benefits by increasing the plants operation, which was once hindered by unplanned shutdowns resulting from atomizer failures. The performance of the SDA’s had improved significantly after the retrofit. The plant is now able to operate at very stable outlet temperatures, with no wetting issues. These reduced outlet temperatures were not possible with a rotary atomizer.
Initially, the plant was struggling to achieve 275°F outlet temperatures but after the retrofit, the outlet temperature was easily reduced to 230°F. The operator was required to closely monitor the SDA outlet temperature during the boiler startup with a rotary atomizer. Temperatures would fluctuate from high to low, near the baghouse safety threshold, and this caused wetting inside the SDA, which carried moisture into the baghouse. With the new system, the operator sets the outlet temperature and the temperature remains stable throughout the operation, so that wetting is prevented.
The preliminary flow rates used to cool gases down to 275°F were approximately 70gpm and now the rates have been reduced to 30-35gpm. The original system produced ash temperature below 200°F and was very moist when the outlet temperature was set at 275°F. Presently, the ash temperature remains close to the fluegas outlet temperature and the ash is extremely dry and reactive. Although it is possible to go below 230°F, the plant only needs a temperature below 300°F which protects the bags from getting damaged.